PROPERTIES OF LAMINATED PLASTICS MADE FROM LIGNIN AND LIGNIN-PHENOLIC RESIN-IMPREGNATED PAPERS
|
|
|
- Everett Allen
- 5 years ago
- Views:
Transcription

1 PROPERTIES OF LAMINATED PLASTICS MADE FROM LIGNIN AND LIGNIN-PHENOLIC RESIN-IMPREGNATED PAPERS August 1944 This Report is One of a Series Issued In Cooperation with the ARMY-NAVY-CIVILCOMMITTEE on AIRCRAFT DESIGN CRITERIA Under the Supervision of the AERONAUTICAL BOARD No UNITED STATES DEPARTMENT OF AGRICULTURE FOREST SERVICE FOREST PRODUCTS LABORATORY Madison, Wisconsin In Cooperation with the University ofwisconsin
2 PROPERTIES OF LAMINATED PLASTICS MADE FROM LIGNIN AND LIGNIN-PHENOLIC RESIN-IMPREGNATED PAPERS 1 By R. J. SEIDL, Associate Chemical Engineer H. K. BURR, Chemist C. N. FERGUSON, Technologist G. E. MACKIN, Associate Industrial Specialist Introduction The Forest Products Laboratory has previously reported 2 preliminary experiments concerning the manufacture of lignin-filled laminates by the incorporation of a soda-pulp lignin into the paper-making furnish at the beater to yield paper suitable for molding into laminated plastics. This report is concerned with the development of plastic laminates from paper impregnated with solutions of lignin or mixtures of lignin and phenolic resins. Since lignin is potentially both abundant and inexpensive, the extension of phenolic resins with lignin is attractive provided the quality of the resultant plastic is not seriously reduced. The use of alllignin varnish impregnants for paper would not be so economical, however, as adding lignin to the beater, since this method eliminates costly items, such as refinement of lignin, the use of volatile solvents, and separate impregnation operations. The strength properties of all-lignin resin paper plastics made by either method are approximately the same, and are somewhat below those usually attained with all-phenolic resin. The use of resin varnishes made from mixtures of soda-pulp lignin and water-soluble phenolic resin in equal proportions, however, has occasionally yielded strength values approximately equal to those obtained by the use of either all water-soluble or all spirit-soluble phenolic resin. A balance of properties, particularly between water absorption and impact resistance, can be achieved by varying the proportion of lignin resin to phenolic resin or by the choice of solvent. The work reported herein is limited and is to be considered only as a preliminary survey to determine approximately the effect of certain major variables on the properties of lignin resin and lignin-phenolic-resin paperbase laminates. 1 This mimeograph is one of a series of progress reports prepared by the Forest Products Laboratory to further the Nation's war effort. Results here reported are preliminary and may be revised as additional data become available. 2 Forest Products Laboratory Restricted Mimeographs Nos. 1576, 1577, and
3 Materials, Processes and Methods Resins and Solvents The lignin resins used in this work were derived from soda-pulp process spent liquors, either by the Howard Smith Paper Mills (HSPM) or by the Mead Corporation (Meadol), or from waste sulfite liquor processed by the Marathon Chemical Company (VDP). Except as otherwise noted, the soda-process type of lignin is indicated when the term lignin is used unqualified. The phenolic resins used were of the phenol-formaldehyde thermosetting type and are identified in the tables. Resin solutions suitable for impregnating paper must have a viscosity and solids concentration such that the required amount of resin can be introduced into the laminating paper within the limits of control of the impregnating machine. Impregnants should also penetrate the sheet rapidly, and the solvent must not be so volatile that it evaporates before penetration is complete. It should, however, be volatile enough to insure its removal in the drying tunnel. In order to accommodate the wide range of resin content values and lignin-phenolic resin ratios desired in the laminates prepared in this study, it was necessary to use a considerable variety of solvent mixtures and Concentrations. Preliminary tests indicated roughly the range of viscosities and Concentrations that could be used to secure any desired resin content in the impregnated paper. A variety of solvent mixtures was tried in order to determine their suitability for the various lignin-phenolic resin mixtures. In general, the choice of solvents was based on the rate of penetration Of Solutions into a standard kraft paper. For lignin and for mixtures of lignin with water-soluble phenolic resin, an alcohol-acetone solvent was satisfactory, but when spirit-soluble phenolic resin 'was used, it was necessary to add Cellosolve, although this retarded the subsequent removal of the solvent in the drying tower. The addition of water, up to 35 percent, to the alcoholacetone-cellosolve solvent lowered the viscosity and improved the penetration Of the solutions. It also decreased the cost of the solvent. Base Paper Panels referred to in table 1 were laminated from one of a group Of base papers (MR-2235, -2236, -2316) made on the Laboratory's experimental paper machine from commercial black spruce sulfate pulp. The laminates referred to in table 2 were made from a high-strength base paper (MR-2424) using a special experimental black spruce sulfate pulp made at the Laboratory. Impregnation and Laminating The base paper was resin-treated on the impregnating machine pictured in figure 1. Tho method or rate of resin application, speed of travel of the
4 paper, air velocity and air temperature in the drying tunnel were changed as required to obtain the desired final resin and volatile contents. Resin content was determined by the difference in weight between an area of the airdry paper and an equal area of the paper immediately after it emerged from the impregnator drying tunnel, expressed as a percentage of the treatedpaper weight. Volatile content as used in this report refers to the difference in weight between a resin-treated sheet immediately after it emerged from the impregnator drying tunnel and its weight after drying in an oven at 160 C. for 10 minutes, tho weight difference being expressed in percent of the first weight. In general, an early-condensed, (water-soluble) type of phenolic resin shoved advantages over a more advanced (spirit-soluble) resin for solutions incorporating lignin. Not only were better plastic properties obtained, but the difficulties of preparing solutions and of obtaining penetration during impregnations were minimized by the use of this type resin. Due to the wide variations in viscosity and other characteristics of the solutions it was frequently necessary to alter the solvents, change concentrations, and vary the techniques of impregnation to obtain the desired conditions. Some of these changes, made to overcome practical operating difficulties, may have partially obscured the effects of other variables. For example, the use of Cellosolve, to reduce the evaporative losses of the solvent and thereby permit more thorough penetration of the resin, showed evidence of being detrimental to tho bonding of the laminates if it was not almost completely removed in drying the sheet. Also, a loss in impact strength is known to accompany the use of water as a constituent of the resin solvent. The panels whose properties are recorded in table 1 were parallellaminated, and those in table 2 were cross-laminated. All panels were cooled der pressure in the laminating press. Two preliminary series were run to determine suitable cure conditions as well as to determine the maximum extension of phenolic resin which would permit the panel to be hot drawn from the press. Testing Toughness was determined on the Forest Products Laboratory intermediate capacity toughness machine using an unnotched specimen 7/16 inch wide by 3-1/2 inches long, tested on a span of 2-1/2 inches. The total energy required to break the specimen was divided by the specimen width and corrected by proportion to inch thickness to obtain the values recorded in table 1. All other properties were obtained according to procedures set forth in "Proposed Federal Specification for Organic Plastics; General Specification (Methods of Physical Tests)" July 7, 1942 or superseding specifications
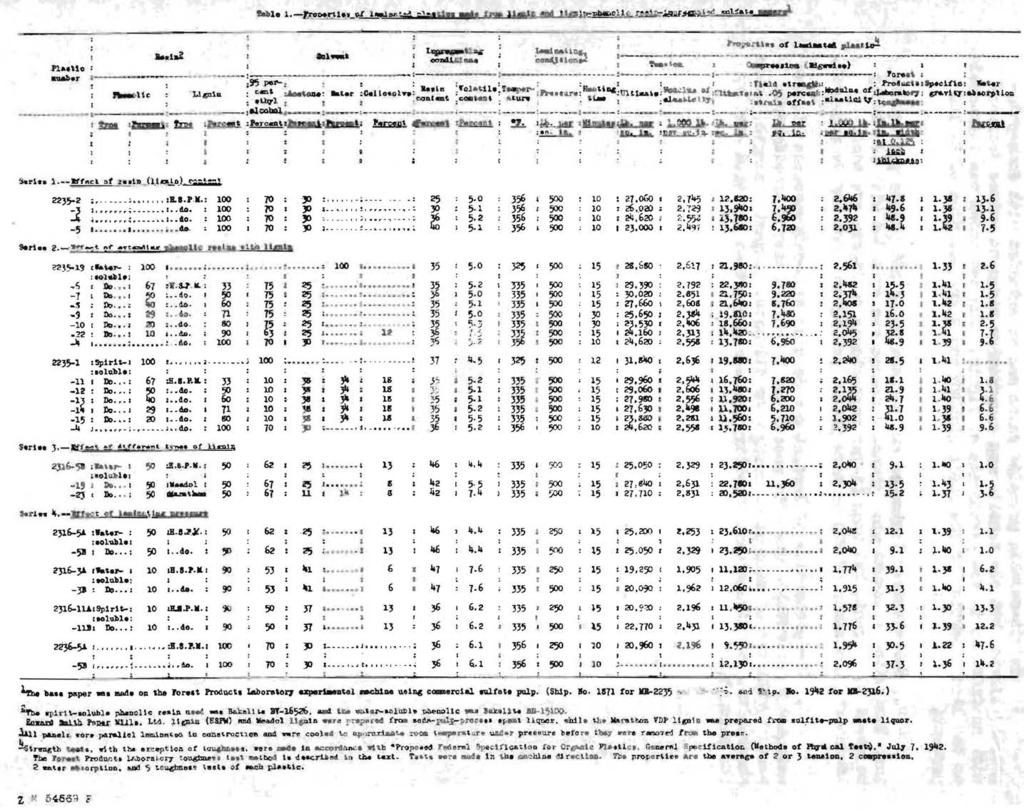
5 Discussion of Results Data showing the effect of resin content (all lignin) (series 1), lignin-phenolic resin ratio (series 2), type of lignin (series 3), and laminating pressure (series 4) on the properties of the laminates using paper made from commercial sulfate pulp are given in table 1. Table 2 presents a comparison of properties obtained in the plastics when aqueous and nonaqueous solvents were used in impregnating a special Forest Products Laboratory experimental paper with Meadol lignin and phenolic-resin mixtures. The effects of resin content (all lignin) of the plastic, as shown in series 1, were determined to aid in the choice of limits of the amount to be used in the subsequent study of lignin-phenolic ratios. A loss of about 15 percent in ultimate tensile strength and about 9 percent in tensile modulus of elasticity was observed as the resin content was increased from 25 to 40 percent. The water absorption was decreasad from 13.6 to 7.5 percent within the same range. Some delamination was observed when 25 percent resin was used, but the flow and bonding were improved at higher values. The strength properties obtained at 36 percent resin content were approximately equal to those usually obtained from the all lignin-filled laminates referred to previously. The data in series 2 indicate that the water-soluble phenolic resin can be extended to a mixture containing about 60 percent lignin with no appreciable change in the resultant properties. Beyond this extension there was a general impairment of all properties except toughness, which was increased. Extending the resin mixture from 60 percent to 90 percent lignin caused a decrease in the maximum compressive strength of about 33 percent, and in the maximum tensile strength, about 12 percent over the same range. When 33 percent lignin was used the water absorption was 1.5 percent; at 71 percent lignin it had increased to only 1.8 percent, but at 100 percent lignin it had increased to 9.6 percent, showing that the water resistance was greatly impaired as an all-lignin resin was approached. The toughness followed a similar pattern; that is, it was substantially constant up to about 70 percent. lignin and then increased rapidly upon further extension of the phenolic resin. Over the range of extension of 50 to 100 percent lignin in the resin mixture, the toughness increased from 14.3 to 48.9 inch-pounds per inch of width. The specific gravity of the panel made with all water-soluble phenolic resin was only 1.33, showing that under the conditions used, 500 pounds per square inch laminating pressure was insufficient to completely densify the paper which has been swollen by the water solvent. 3 Tho high volatile content of plastic No was probably due to residual Cellosolve in the plastic that may have been detrimental to the bonding as previously indicated. 3 Subsequent to this research, it has been shown by British investigators that paper impregnated with a water-soluble resin can be laminated at lower pressures if it has been calendered after impregnation and drying, or if the base paper has been pretreated with a small amount of resin, calendered, and then cured before the main impregnation
6 When spirit-soluble phenolic resin was extended with lignin over the same range of percentages, the properties were, in general, slightly inferior to those obtained with the water-soluble type resin, and, as the lignin content was increased, the strength properties were reduced, except toughness which passed through a minimum because of an abnormal initial value. It is known that a loss in impact strength accompanies the use of water in the phenolic-resin solvent and it was to this effect that the minimum was attributed. When the phenolic resin was extended up to 80 percent lignin the water absorption was increased from 1.8 to 6.6 percent. Better water resistance for an equal amount of phenolic resin was obtained by using the water-soluble phenolic resin. When a spirit-soluble phenolic resin was used, the ultimate tensile strength was decreased from 31,840 pounds per square inch with 100 percent phenolic to 23,880 pounds per square inch with 20 percent phenolic resin, and the modulus of elasticity in tension was decreased from 2,636,000 to 2,281,000 pounds per square inch over the same range. Extending the spirit-soluble phenolic resin to 60 percent lignin reduced the maximum edgewise compressive strength by about 40 percent and lowered the modulus of elasticity in compression by about 9 percent. A series of panels was made to determine the limiting lignin-phenolic resin ratio which would permit hot drawing from the press without blistering. The series showed that water-soluble phenolic resin could be extended up to about 60 percent lignin, and that with spirit-soluble phenolic resin the approximate limiting amount, was about 50 percent. Some tendency to delaminate was observed in the panels made with highly extended spirit-soluble phenolic resin. It was not determined to what extent this may have been caused by the use of Cellosolve in the solvent. A limited amount of work was done to compare three different commercial lignins. The data obtained on only three panels, each made with a resin containing 50 percent of a different lignin are given in series 3. Variations in the results may be due to the different solvents used, to the limitations of the data, to differences in the commercial lignins, or to a combination of these factors. As shown in series 4, when mixtures of lignin and water-soluble phenolic resin in equal proportions were used, the effect of increasing laminating pressure in the range of 250 to 500 pounds per square inch was to reduce the toughness slightly, although the change in other properties was not appreciable. This was also true for a 90 to 10 proportion of lignin to water-soluble phenolic resin although the water absorption was decreased from 6.2 to 4.1 as tho pressure was increased from 250 to 500 pounds per square inch. When a 90 percent lignin-10 percent spirit-soluble phenolic resin mixture was used, the ultimate tensile strength was increased. from 20,920 to 23,770 pounds per square inch, the maximum compressive strength from 11,450 to 13,380 pounds per square inch, and the modulus of elasticity in tension from 2,196,000 to 2,431,000 pounds per square inch as the laminating pressure was increased from 250 to 500 pounds per square inch
7 A laminating pressure of 250 pounds per square inch was not sufficient to compress the paper containing pure lignin beyond a specific gravity of about 1.22 in the plastic, resulting in poor bonding and also a high water absorption. The use of 500 pounds per square inch pressure was required to produce a laminate with a specific gravity of The importance of the effect of resin solvent is shown in table 2, representing the use of both aqueous and non-aqueous solvents for each of two lignin and water-soluble phenolic rosin ratios. In the 50 to 50 resin proportion the increased resin penetration into the paper due to the swelling action of the aqueous solvent probably accounts for the lowered water absorption from 2.2 to 0.9 percent. The maximum compressive strength was increased from 24,640 to 27,240 pounds per square inch, but the flatwise Izod impact strength was reduced from 4.28 to 1.93 foot-pounds per inch of notch. The same trends were found when the 75 to 25 lignin to phenolic-resin ratio was used, although all properties excepting impact strength were reduced because of the greater extension of the phenolic resin. The dimensional change in thickness upon 24-hour water immersion when using a 50 to 50 lignin to water-soluble phenolic-resin mixture was only 0.64 percent as compared with 1.1 percent when pure water-soluble phenolic resin was used, and 2.18 percent when pure spirit-soluble phenolic resis was used. not determined why the water absorption was so low and the dimensional stability was so high. Further work must be done to establish this effect more fully. A comparison of panels made with pure phenolic resin, and the extended phenolic-resin materials of table 2, showed that by changing the amount of lignin or choosing an aqueous or nonaqueous solvent the resultant properties could be varied over a wide range, especially the properties of impact resistance, dimensional stability, and water absorption. The properties of plastic made with a 50 percent lignin and 50 percent water-soluble phenolic resin diluted with a nonaqueous solvent (No ) were approximately equal to those obtained with pure spirit-soluble resin. When an aqueous solvent was used (No ) the properties obtained approximated those encountered when pure water-soluble phenolic resin was used. Conclusions The following conclusions can be drawn from the data obtained on plastics made under the conditions described: 1. Water-soluble phenolic resin can be extended with as much as 60 percent soda-pulp-process lignin without appreciably altering the properties of the resultant plastic
8 2. Spirit-soluble phenolic resin can be extended with soda-pulpprocess lignin, but the tensile and compressive strength values decrease with an increase in the percentage of lignin. The toughness was increased as the lignin portion of the resin mixture was increased from 33 to 100 percent. 3. satisfactory laminates can be made using 250 pounds per square inch laminating pressure when phenolic resins are extended with lignin up to about 50 percent, but when higher percentages of lignin are used, laminating pressures of 500 or more poounds per square inch may be required. 4. The properties of laminates made with soda-pulp-process ligninextended water-soluble phenolic resins can be varied over a considerable range by the use of aqueous or nonaqueous dilutents. Impact strength, water absorption, and dimensional stability are the properties affected most by the solvent
9

10

11 Figure 1.--The Forest Products Laboratory resin impregnator and dryer, for preparing Z M F laminating paper.
Information Reviewed and Reaffirmed September No. 40. (' %)Zik5.5 4G A WATER-RESISTANT ANIMAL GLUE
Zik5.5 4G A WATER-RESISTANT ANIMAL GLUE") (' %)Zik5.5 4t4 4G A WATER-RESISTANT ANIMAL GLUE Information Reviewed and Reaffirmed September 1955 No. 40 FOREST PRODUCTS LABORATORY MADISON 5, WISCONSIN UNITED STATES DEPARTMENT OF AGRICULTURE FOREST
(' %)Zik5.5 4t4 4G A WATER-RESISTANT ANIMAL GLUE Information Reviewed and Reaffirmed September 1955 No. 40 FOREST PRODUCTS LABORATORY MADISON 5, WISCONSIN UNITED STATES DEPARTMENT OF AGRICULTURE FOREST
GLUING FIRE-RETARDANT- TREATED DOUGLAS-FIR AND WESTERN HEMLOCK
 U.S. DEPARTMENT OF AGRICULTURE FOREST PRODUCTS LABORATORY In Cooperation with the University of Wisconsin FOREST SERVICE MADISON, WIS. U.S.D.A. FOREST SERVICE RESEARCH NOTE FPL-0160 NOVERMBER 1968 GLUING
U.S. DEPARTMENT OF AGRICULTURE FOREST PRODUCTS LABORATORY In Cooperation with the University of Wisconsin FOREST SERVICE MADISON, WIS. U.S.D.A. FOREST SERVICE RESEARCH NOTE FPL-0160 NOVERMBER 1968 GLUING
EFFECT OF DENSITY AND POLYMER CONTENT ON THE HYGROSCOPIC THICKNESS SWELLING RATE OF COMPRESSION MOLDED WOOD FIBER/POLYMER COMPOSITES. Sheldon Q.
 EFFECT OF DENSITY AND POLYMER CONTENT ON THE HYGROSCOPIC THICKNESS SWELLING RATE OF COMPRESSION MOLDED WOOD FIBER/POLYMER COMPOSITES Sheldon Q. Shi * Assistant Professor Forest Products Department Mississippi
EFFECT OF DENSITY AND POLYMER CONTENT ON THE HYGROSCOPIC THICKNESS SWELLING RATE OF COMPRESSION MOLDED WOOD FIBER/POLYMER COMPOSITES Sheldon Q. Shi * Assistant Professor Forest Products Department Mississippi
Table 1: Glue mix of UF with cassava flour at different extensions. UF Solution Cassava flour Water
 ABSTRACT The aim of this work was to substitute cassava flour, alocal material for imported wheat flour as extender in adhesive mix for plywood. And also to improve the water resistance of UF resin by
ABSTRACT The aim of this work was to substitute cassava flour, alocal material for imported wheat flour as extender in adhesive mix for plywood. And also to improve the water resistance of UF resin by
Utilizing Biosolids As Packaging or Building Material
 Utilizing Biosolids As Packaging or Building Material Methods and equipment necessary to produce value added products from biosolids for packaging and building material applications. John F. Hunt, P.E.
Utilizing Biosolids As Packaging or Building Material Methods and equipment necessary to produce value added products from biosolids for packaging and building material applications. John F. Hunt, P.E.
Pressing of wood composite panels at moderate temperature and high moisture content
 Pressing of wood composite panels at moderate temperature and high moisture content Robert D. Palardy Bruce A. Haataja Stephen M. Shaler Andrew D. Williams Theodore L. Laufenberg Abstract Aspen flakeboards
Pressing of wood composite panels at moderate temperature and high moisture content Robert D. Palardy Bruce A. Haataja Stephen M. Shaler Andrew D. Williams Theodore L. Laufenberg Abstract Aspen flakeboards
FIBERBOARDS MADE FROM ACETYLATED BAGASSE FIBER. Roger M. Rowell
 FIBERBOARDS MADE FROM ACETYLATED BAGASSE FIBER Roger M. Rowell Chemist USDA Forest Service Forest Products Laboratory 1 One Gifford Pinchot Drive Madison, WI 53705-2398 and Francis M. Keany Consultant
FIBERBOARDS MADE FROM ACETYLATED BAGASSE FIBER Roger M. Rowell Chemist USDA Forest Service Forest Products Laboratory 1 One Gifford Pinchot Drive Madison, WI 53705-2398 and Francis M. Keany Consultant
Papermachine runnability of never dried, dried, and enzymatically treated dried pulp
 Proceedings of the 6th International Conference on Biotechnology in the Pulp and Paper Industry: Advances in Applied and Fundamental Research Papermachine runnability of never dried, dried, and enzymatically
Proceedings of the 6th International Conference on Biotechnology in the Pulp and Paper Industry: Advances in Applied and Fundamental Research Papermachine runnability of never dried, dried, and enzymatically
Acrylic thinner, standard, fast, slow and extra slow
 Two-component acrylic filler PLAST 775 PLAST 825 EXTRA 755 EXTRA 745 RELATED PRODUCTS P1 white acrylic filler P3 grey acrylic filler P5 black acrylic filler Hardener Acrylic thinner, standard, fast, slow
Two-component acrylic filler PLAST 775 PLAST 825 EXTRA 755 EXTRA 745 RELATED PRODUCTS P1 white acrylic filler P3 grey acrylic filler P5 black acrylic filler Hardener Acrylic thinner, standard, fast, slow
High Filler Content Paper and Board Products
 High Filler Content Paper and Board Products TIP3 2004-2005 2005 Mid-Year Report A. Ragauskas, Y. Deng, Z. Yan,, D. White Institute of Paper Science and Technology Objectives and Key Questions Develop
High Filler Content Paper and Board Products TIP3 2004-2005 2005 Mid-Year Report A. Ragauskas, Y. Deng, Z. Yan,, D. White Institute of Paper Science and Technology Objectives and Key Questions Develop
TECHNICAL DATA SHEET GROWCLEAR PLUS
 TECHNICAL DATA SHEET GROWCLEAR PLUS CATHODIC ELECTROPHORETIC CLEAR / TINTED LACQUERING PROCESS Introduction Growclear Plus is an advanced version of the earlier popular electrophoretic Clearlyte lacquer.
TECHNICAL DATA SHEET GROWCLEAR PLUS CATHODIC ELECTROPHORETIC CLEAR / TINTED LACQUERING PROCESS Introduction Growclear Plus is an advanced version of the earlier popular electrophoretic Clearlyte lacquer.
Roger M. Rowell. John A. Youngquist. Yuji Imamura
 STRENGTH TESTS ON ACETYLATED ASPEN FLAKEBOARDS EXPOSED TO A BROWN-ROT FUNGUS 1 Roger M. Rowell Research Chemist John A. Youngquist Supervisory Research General Engineer U.S. Department of Agriculture,
STRENGTH TESTS ON ACETYLATED ASPEN FLAKEBOARDS EXPOSED TO A BROWN-ROT FUNGUS 1 Roger M. Rowell Research Chemist John A. Youngquist Supervisory Research General Engineer U.S. Department of Agriculture,
Chicken Feather Fiber as an Additive in MDF Composites
 Chicken Feather Fiber as an Additive in MDF Composites Jerrold E. Winandy James H. Muehl Jessie A. Glaeser Walter Schmidt ABSTRACT. Medium density fiberboard (MDF) panels were made with aspen fiber and
Chicken Feather Fiber as an Additive in MDF Composites Jerrold E. Winandy James H. Muehl Jessie A. Glaeser Walter Schmidt ABSTRACT. Medium density fiberboard (MDF) panels were made with aspen fiber and
Evaluation of bond to Enigma High Impact Denture Base
 page 13 Evaluation of bond to Enigma High Impact Denture Base 1 Assignment Evaluation of the bonding strength between each layer of artificial tooth material and denture base resin at the site of fracture
page 13 Evaluation of bond to Enigma High Impact Denture Base 1 Assignment Evaluation of the bonding strength between each layer of artificial tooth material and denture base resin at the site of fracture
LIQUID (DYE) PENETRANT INSPECTION (LPI)
 PENETRANT INSPECTION (LPI)") LIQUID (DYE) PENETRANT INSPECTION (LPI) Introduction This module is intended to provide an introduction to the NDT method of penetrant testing. Liquid penetrant inspection (LPI) or Penetrant Testing (PT),
LIQUID (DYE) PENETRANT INSPECTION (LPI) Introduction This module is intended to provide an introduction to the NDT method of penetrant testing. Liquid penetrant inspection (LPI) or Penetrant Testing (PT),
Methacrylate adhesive with good thermal stability. Good adhesion even without particular pretreatment. Mix ratio Parts by weight Parts by volume
 Advanced Materials Araldite 2052-1 Structural Adhesives TECHNICAL DATA SHEET Araldite 2052-1 Methacrylate adhesive with good thermal stability Key properties Fast curing Very high temperature resistance
Advanced Materials Araldite 2052-1 Structural Adhesives TECHNICAL DATA SHEET Araldite 2052-1 Methacrylate adhesive with good thermal stability Key properties Fast curing Very high temperature resistance
Journal of Chemical and Pharmaceutical Research, 2015, 7(8): Research Article
: Research Article") Available online www.jocpr.com Journal of Chemical and Pharmaceutical Research, 215, 7(8):257-261 Research Article ISSN : 975-7384 CODEN(USA) : JCPRC5 Pulping process for rice straw in basic ionic liquid
Available online www.jocpr.com Journal of Chemical and Pharmaceutical Research, 215, 7(8):257-261 Research Article ISSN : 975-7384 CODEN(USA) : JCPRC5 Pulping process for rice straw in basic ionic liquid
Curing Agent / Chemical Property
 Curing Agent / Chemical Property 1. General 8. Modified Aromatic Amine 2. Long Pot Life 9. Modified Aliphatic Amine 3. Quick Cure 10. Ketimine 4. Elastic 11. Imidazole 5. Mercaptane 12. Acid Anhydride
Curing Agent / Chemical Property 1. General 8. Modified Aromatic Amine 2. Long Pot Life 9. Modified Aliphatic Amine 3. Quick Cure 10. Ketimine 4. Elastic 11. Imidazole 5. Mercaptane 12. Acid Anhydride
Evaluating Plasticizer Loss In PVC Membranes
 Evaluating Plasticizer Loss In PVC Membranes Plasticizer loss is shown to be minimal in either moist or exposed environments. Membrane usefulness is not affected by the loss that does occur. By Doug Burwell,
Evaluating Plasticizer Loss In PVC Membranes Plasticizer loss is shown to be minimal in either moist or exposed environments. Membrane usefulness is not affected by the loss that does occur. By Doug Burwell,
Araldite Advanced Materials. Two component toughened methacrylate adhesive system. Structural Adhesives TECHNICAL DATASHEET
 Advanced Materials Araldite 2022-1 Structural Adhesives TECHNICAL DATASHEET Araldite 2022-1 Two component toughened methacrylate adhesive system Key properties Excellent ratio working time / cure time
Advanced Materials Araldite 2022-1 Structural Adhesives TECHNICAL DATASHEET Araldite 2022-1 Two component toughened methacrylate adhesive system Key properties Excellent ratio working time / cure time
Chapter 2. Palmyra Fiber Separation Process And Properties Of Fiber And. Polyester Resin
 Chapter 2 Palmyra Fiber Separation Process And Properties Of Fiber And Polyester Resin 1.1 Introduction Fibers of lightweight and high strength are embedded in the week matrix to get high strength composites
Chapter 2 Palmyra Fiber Separation Process And Properties Of Fiber And Polyester Resin 1.1 Introduction Fibers of lightweight and high strength are embedded in the week matrix to get high strength composites
FIBER PROCESS CONTROL
 FIBER PROCESS CONTROL Pulmac International Introduction The Pulmac Z-Span System permits the real time characterization of the quality of the fibers in pulp anywhere from the brown stock washer to the
FIBER PROCESS CONTROL Pulmac International Introduction The Pulmac Z-Span System permits the real time characterization of the quality of the fibers in pulp anywhere from the brown stock washer to the
Ultrasonic Instruments for Non-Destructive Testing
 Ultrasonic Instruments for Non-Destructive Testing SCOPE The SoniSys Out-of-Plane Ultrasonic System, OPUS, is a unique ultrasonic system providing non-destructive Z- direction analysis of materials including
Ultrasonic Instruments for Non-Destructive Testing SCOPE The SoniSys Out-of-Plane Ultrasonic System, OPUS, is a unique ultrasonic system providing non-destructive Z- direction analysis of materials including
Acrylic thinner, standard, fast, slow and extra slow
 Acrylic filler H 6525 SOLV 855 PLAST 775 PLAST 825 RELATED PRODUCTS Acrylic filler white P1 Acrylic filler grey P3 Acrylic filler black P5 Hardener, standard Acrylic thinner, standard, fast, slow and extra
Acrylic filler H 6525 SOLV 855 PLAST 775 PLAST 825 RELATED PRODUCTS Acrylic filler white P1 Acrylic filler grey P3 Acrylic filler black P5 Hardener, standard Acrylic thinner, standard, fast, slow and extra
Effect of fiber loading on paper properties
 PEERREVIEWED FIBER LOADING Effect of fiber loading on paper properties JOHN H. KLUNGNESS, MARGUERITE S. SYKES, FREYA TAN, SAID ABUBAKR, AND JACOB D. EISENWASSER P REVIOUS PUBLICATIONS REPORTED the benefits
PEERREVIEWED FIBER LOADING Effect of fiber loading on paper properties JOHN H. KLUNGNESS, MARGUERITE S. SYKES, FREYA TAN, SAID ABUBAKR, AND JACOB D. EISENWASSER P REVIOUS PUBLICATIONS REPORTED the benefits
Introduction. Market Expectations
 Environmentally Friendly Tackifying Oligomers for Formulating Radiation Curable Pressure Sensitive Adhesives Deborah A Smith Sartomer Company 52 Thomas Jones Way Exton, PA 19343 Introduction Is green technology
Environmentally Friendly Tackifying Oligomers for Formulating Radiation Curable Pressure Sensitive Adhesives Deborah A Smith Sartomer Company 52 Thomas Jones Way Exton, PA 19343 Introduction Is green technology
LAP-003CS. Procedure Title: Author(s): Bonnie Hames, Fannie Posey-Eddy, Chris Roth, Ray Ruiz, Amie Sluiter, David Templeton.
: Bonnie Hames, Fannie Posey-Eddy, Chris Roth, Ray Ruiz, Amie Sluiter, David Templeton.") Biofuels Program Biomass Analysis Technology Team Laboratory Analytical Procedure LAP-003CS Procedure Title: Determination of Acid-Insoluble Lignin in Corn Stover Author(s): Bonnie Hames, Fannie Posey-Eddy,
Biofuels Program Biomass Analysis Technology Team Laboratory Analytical Procedure LAP-003CS Procedure Title: Determination of Acid-Insoluble Lignin in Corn Stover Author(s): Bonnie Hames, Fannie Posey-Eddy,
Appleton, Wisconsin MOLECULAR STRUCTURE OF LIGNOSULFONATES MECHANICAL AND ADHESIONAL BEHAVIOR. Project 2421
 THE INSTITUTE OF PAPER CHEMISTRY Appleton, Wisconsin MOLECULAR STRUCTURE OF LIGNOSULFONATES MECHANICAL AND ADHESIONAL BEHAVIOR Project 2421 Report Thirteen A Progress Report to ENVIRONMENTAL RESEARCH GROUP
THE INSTITUTE OF PAPER CHEMISTRY Appleton, Wisconsin MOLECULAR STRUCTURE OF LIGNOSULFONATES MECHANICAL AND ADHESIONAL BEHAVIOR Project 2421 Report Thirteen A Progress Report to ENVIRONMENTAL RESEARCH GROUP
Differential scanning calorimetry of hydrolysed mangrove tannin
 Polymer International Polym Int 49:574-578 (2000) Differential scanning calorimetry of hydrolysed mangrove tannin S Sowunmi, 1 * RO Ebewele, 2 O Peters 3 and AH Conner 4 1 Department of Chemical Engineering,
Polymer International Polym Int 49:574-578 (2000) Differential scanning calorimetry of hydrolysed mangrove tannin S Sowunmi, 1 * RO Ebewele, 2 O Peters 3 and AH Conner 4 1 Department of Chemical Engineering,
JOURNAL OF INTERNATIONAL ACADEMIC RESEARCH FOR MULTIDISCIPLINARY Impact Factor 2.417, ISSN: , Volume 4, Issue 3, April 2016
 UTILIZATION OF COCONUT LEAF SHEATH FIBER AND ITS PROPERTIES DIVYA.G* Dr. C.KRISHNAVENI** *M.Phil, Scholar, Dept. of Botany, PSGR Krishnammal College for Women, Coimbatore, Tamil Nadu, India **Associate
UTILIZATION OF COCONUT LEAF SHEATH FIBER AND ITS PROPERTIES DIVYA.G* Dr. C.KRISHNAVENI** *M.Phil, Scholar, Dept. of Botany, PSGR Krishnammal College for Women, Coimbatore, Tamil Nadu, India **Associate
General Properties of Dental Materials Physical properties: 1-Color Translucence
 The science of dental materials involves a study of the composition and properties of materials and the way in which they interact with the environment in which they are placed. General Properties of Dental
The science of dental materials involves a study of the composition and properties of materials and the way in which they interact with the environment in which they are placed. General Properties of Dental
1 Preparation and Characterization of Lignin-Carbohydrate Complexes
 1 Preparation and Characterization of Lignin-Carbohydrate Complexes To explain the difficulty in separating lignin from carbohydrates in wood, Erdman (1866) hypothesized that the two combined chemically
1 Preparation and Characterization of Lignin-Carbohydrate Complexes To explain the difficulty in separating lignin from carbohydrates in wood, Erdman (1866) hypothesized that the two combined chemically
HPHP- A Component for Enviornmentally Advanced Coatings
 HPHP- A Component for Enviornmentally Advanced Coatings m 2 fd- Don Morris Texas Eastman Division, P.O. Box 7444 Longview, Texas 75607 The coating s industry is undergoing a dramatic shift from solvent
HPHP- A Component for Enviornmentally Advanced Coatings m 2 fd- Don Morris Texas Eastman Division, P.O. Box 7444 Longview, Texas 75607 The coating s industry is undergoing a dramatic shift from solvent
ADVANCED VAPOUR DEGREASING WITHOUT OZONE DEPLETING SOLVENTS
 ABSTRACT ADVANCED VAPOUR DEGREASING WITHOUT OZONE DEPLETING SOLVENTS 1 of 5 An advanced vapour degreasing process has been developed which offers the ease of use, fast drying, and excellent cleaning performance
ABSTRACT ADVANCED VAPOUR DEGREASING WITHOUT OZONE DEPLETING SOLVENTS 1 of 5 An advanced vapour degreasing process has been developed which offers the ease of use, fast drying, and excellent cleaning performance
Nychem Emulsions. High Acrylonitrile. Medium Acrylonitrile. Low Acrylonitrile. Acrylonitrile Butadiene-Styrene. Specialty SB.
 Nychem Emulsions High Acrylonitrile Medium Acrylonitrile Low Acrylonitrile Acrylonitrile Butadiene-Styrene Specialty SB PVC Blend Providing you with expertise and leadership in Specialty Nitrile and Butadiene
Nychem Emulsions High Acrylonitrile Medium Acrylonitrile Low Acrylonitrile Acrylonitrile Butadiene-Styrene Specialty SB PVC Blend Providing you with expertise and leadership in Specialty Nitrile and Butadiene
lméfié l llergic reactions caused by extractable proteins in latex products, like Method of de-proteinization is expensive and cumbersome and physical
 lméfié l 21-.,, -_ llergic reactions caused by extractable proteins in latex products, like. \>- examination : gloves, catheters and condoms, are of great concern now....,..lconventional methods in overcoming
lméfié l 21-.,, -_ llergic reactions caused by extractable proteins in latex products, like. \>- examination : gloves, catheters and condoms, are of great concern now....,..lconventional methods in overcoming
Improving Black Liquor Processability and Combustibility
 Creating forest sector solutions www.fpinnovations.ca Improving Black Liquor Processability and Combustibility Pak Wong Steam & Steam Power Fall Meeting December 4, 2007 A mill can achieve significant
Creating forest sector solutions www.fpinnovations.ca Improving Black Liquor Processability and Combustibility Pak Wong Steam & Steam Power Fall Meeting December 4, 2007 A mill can achieve significant
XXVI. STUDIES ON THE INTERACTION. OF AMINO-COMPOUNDS AND CARBOHYDRATES.
 XXVI. STUDIES ON THE INTERACTION. OF AMINO-COMPOUNDS AND CARBOHYDRATES. II. THE PREPARATION OF GLUCOSE UREIDE. BY ALEXANDER HYND. From the Department of Physiology, University of St Andrews. (Received
XXVI. STUDIES ON THE INTERACTION. OF AMINO-COMPOUNDS AND CARBOHYDRATES. II. THE PREPARATION OF GLUCOSE UREIDE. BY ALEXANDER HYND. From the Department of Physiology, University of St Andrews. (Received
Global Oilfield Solutions. Demulsifiers for the Oil Industry: Basorol
 Demulsifiers for the Oil Industry: Basorol The most important objective of any oil production facility is the separation of water from produced crude. The quick and efficient breaking of these emulsions
Demulsifiers for the Oil Industry: Basorol The most important objective of any oil production facility is the separation of water from produced crude. The quick and efficient breaking of these emulsions
By Authority Of THE UNITED STATES OF AMERICA Legally Binding Document
 By Authority Of THE UNITED STATES OF AMERICA Legally Binding Document By the Authority Vested By Part 5 of the United States Code 552(a) and Part 1 of the Code of Regulations 51 the attached document has
By Authority Of THE UNITED STATES OF AMERICA Legally Binding Document By the Authority Vested By Part 5 of the United States Code 552(a) and Part 1 of the Code of Regulations 51 the attached document has
Effect of Tannin on Flexural Properties of Phenol Formaldehyde Glycerol Reinforced Composites: Preliminary Results
 Effect of Tannin on Flexural Properties of Phenol Formaldehyde Glycerol Reinforced Composites: Preliminary Results F Cardona *, H Ku #* and L Chouzenoux * # Faculty of Engineering and Surveying and * Centre
Effect of Tannin on Flexural Properties of Phenol Formaldehyde Glycerol Reinforced Composites: Preliminary Results F Cardona *, H Ku #* and L Chouzenoux * # Faculty of Engineering and Surveying and * Centre
Ultrasonic Transducer Optimization Can Increase Sensor Reliability - Even in Caustic Environments
 Ultrasonic Transducer Optimization Can Increase Sensor Reliability - Even in Caustic Environments By Dawn F. Massa Stancavish and Donald P. Massa Reliability is a key component in any desirable product.
Ultrasonic Transducer Optimization Can Increase Sensor Reliability - Even in Caustic Environments By Dawn F. Massa Stancavish and Donald P. Massa Reliability is a key component in any desirable product.
Improvement of Bondability in Rice Husk Particleboard Made With Sodium Silicate
 Improvement of Bondability in Rice Husk Particleboard Made With Sodium Silicate Javad Torkaman Faculty of Natural Resources, The University of Guilan, P.O. Box 1144, Sowmehsara, Rasht, Iran. E-mail:
Improvement of Bondability in Rice Husk Particleboard Made With Sodium Silicate Javad Torkaman Faculty of Natural Resources, The University of Guilan, P.O. Box 1144, Sowmehsara, Rasht, Iran. E-mail:
Lignin Isolation from Pulp
 Lignin Isolation from Pulp Several different enzymatic, chemical and mechanical methods have been developed for the isolation of lignin from wood and pulp. However, due to the heterogeneous nature of wood
Lignin Isolation from Pulp Several different enzymatic, chemical and mechanical methods have been developed for the isolation of lignin from wood and pulp. However, due to the heterogeneous nature of wood
Amaterial is defined as a substance with
 Emerging Wood-Based Composites To get a true picture of what the future holds in the way of wood based composites, it is essential to consider a much broader spectrum of combinations. Amaterial is defined
Emerging Wood-Based Composites To get a true picture of what the future holds in the way of wood based composites, it is essential to consider a much broader spectrum of combinations. Amaterial is defined
Adhesive bonding of acetylated wood
 Adhesive bonding of acetylated wood C.B. Vick and R.M. Rowell (USDA Forest Service, Forest Products Laboratory, USA) Eighteen thermoplastic and thermosetting adhesives, including emulsion polymerisocyanates,
Adhesive bonding of acetylated wood C.B. Vick and R.M. Rowell (USDA Forest Service, Forest Products Laboratory, USA) Eighteen thermoplastic and thermosetting adhesives, including emulsion polymerisocyanates,
Potential Use of FGD as a Flowable-Fill
 Potential Use of FGD as a Flowable-Fill Jung W. Lee 1, Tarunjit S. Butalia 2,William E. Wolfe 2 1 Korea Highway Corporation, Seoul, Korea; 2 The Ohio State University, Department of Civil and Environmental
Potential Use of FGD as a Flowable-Fill Jung W. Lee 1, Tarunjit S. Butalia 2,William E. Wolfe 2 1 Korea Highway Corporation, Seoul, Korea; 2 The Ohio State University, Department of Civil and Environmental
Implementing Agencies: ACIRD, Yamuna Nagar CPPRI, Saharanpur
 Implementing Agencies: ACIRD, Yamuna Nagar CPPRI, Saharanpur February 20, 2014 Background Enzymatic pretreatment of chemical pulps before refining helps in fibrillation; this can reduce the energy requirement
Implementing Agencies: ACIRD, Yamuna Nagar CPPRI, Saharanpur February 20, 2014 Background Enzymatic pretreatment of chemical pulps before refining helps in fibrillation; this can reduce the energy requirement
Synthesis of low cost adhesives from pulp & paper industry waste
 390 Journal of Scientific & Industrial Research J SCI IND RES VOL 69 MAY 2010 Vol. 69, May 2010, pp. 390-395 Synthesis of low cost adhesives from pulp & paper industry waste R K Gothwal*, M K Mohan and
390 Journal of Scientific & Industrial Research J SCI IND RES VOL 69 MAY 2010 Vol. 69, May 2010, pp. 390-395 Synthesis of low cost adhesives from pulp & paper industry waste R K Gothwal*, M K Mohan and
ETHYLENE GLYCOL. Table 1.1 Physical properties of Ethylene glycol
 ETHYLENE GLYCOL Introduction [1]: Glycols are dihydric alcohols having an aliphatic carbon chain. They have the general chemical formula C n H 2n (OH) 2. is the simplest and the most important of the glycols.
ETHYLENE GLYCOL Introduction [1]: Glycols are dihydric alcohols having an aliphatic carbon chain. They have the general chemical formula C n H 2n (OH) 2. is the simplest and the most important of the glycols.
FUTURE OF FOOD PACKAGING INDUSTRY WITH NEW GENERATION BIO-POLYMER
 FUTURE OF FOOD PACKAGING INDUSTRY WITH NEW GENERATION BIO-POLYMER Ravi Kumar Machani Satya Dev Negi Rita Tandon Abstract : Due to fast change in life style, food packaging sector is growing rapidly in
FUTURE OF FOOD PACKAGING INDUSTRY WITH NEW GENERATION BIO-POLYMER Ravi Kumar Machani Satya Dev Negi Rita Tandon Abstract : Due to fast change in life style, food packaging sector is growing rapidly in
Luwax LG Flakes. Technical Information. Montanic Ester Wax
 Technical Information TI/EVD 1128 e November 2005 Page 1 of 8 Supersedes edition dated September 1992 = Registered trademark of BASF Aktiengesellschaft Luwax LG Flakes Montanic Ester Wax Hard montanic
Technical Information TI/EVD 1128 e November 2005 Page 1 of 8 Supersedes edition dated September 1992 = Registered trademark of BASF Aktiengesellschaft Luwax LG Flakes Montanic Ester Wax Hard montanic
Mechanochemical Modification of Lignin and Application of the Modified Lignin for Polymer Materials
 Mechanochemical Modification of Lignin and Application of the Modified Lignin for Polymer Materials Jinwen Zhang Composite Materials and Engineering Center Washington State University Significance Petroleum-based
Mechanochemical Modification of Lignin and Application of the Modified Lignin for Polymer Materials Jinwen Zhang Composite Materials and Engineering Center Washington State University Significance Petroleum-based
Structured Water as Drinking Water and as a Basis and an Accompaniment to Human Therapy by Friedrich Hacheney
 Structured Water as Drinking Water and as a Basis and an Accompaniment to Human Therapy by Friedrich Hacheney Levitated Water herein referred to as structured water. Edited for clear reading by Natural
Structured Water as Drinking Water and as a Basis and an Accompaniment to Human Therapy by Friedrich Hacheney Levitated Water herein referred to as structured water. Edited for clear reading by Natural
<Cover> NIKAFLOCK D-100. (Polycationic Flocculating Agent) NIPPON CARBIDE INDUSTRIES CO., INC.
 NIPPON CARBIDE INDUSTRIES CO., INC.") NIKAFLOCK D- (Polycationic Flocculating Agent) NIPPON CARBIDE INDUSTRIES CO., INC. GENERAL INFORMATION NIKAFLOCK D- is polycationic floccuiating agent (solution type) consisting of dicyandiamide-formaldehyde
NIKAFLOCK D- (Polycationic Flocculating Agent) NIPPON CARBIDE INDUSTRIES CO., INC. GENERAL INFORMATION NIKAFLOCK D- is polycationic floccuiating agent (solution type) consisting of dicyandiamide-formaldehyde
Activity: What Does Asthma Look Like?
 Activity: What Does Asthma Look Like? Overview: In this activity, participants will create a pair of bronchial tube models; one that represents a healthy airway and one that represents what an airway looks
Activity: What Does Asthma Look Like? Overview: In this activity, participants will create a pair of bronchial tube models; one that represents a healthy airway and one that represents what an airway looks
Lubricant Additives. Solubility Mineral oil % Ester 2 % Water < 0.01%
 Technical Information Lubricant Additives TI/EVO 1973 e March 2010 Page 1 of 6 = Registered trademark IRGANOX L 101 Phenolic Antioxidant of BASF SE Typical chemical and physical properties IRGANOX L 101
Technical Information Lubricant Additives TI/EVO 1973 e March 2010 Page 1 of 6 = Registered trademark IRGANOX L 101 Phenolic Antioxidant of BASF SE Typical chemical and physical properties IRGANOX L 101
CELLULOSE, MICROCRYSTALLINE. Cellulosum microcristallinum. Cellulose, microcrystalline EUROPEAN PHARMACOPOEIA 7.0
 Cellulose, microcrystalline EUROPEAN PHARMACOPOEIA 7.0 Phthaloyl groups (C 8 H 5 O 3 ; M r 149.1): typically 30.0 per cent to 36.0 per cent (anhydrous and acid-free substance). Dissolve 1.000 g in 50 ml
Cellulose, microcrystalline EUROPEAN PHARMACOPOEIA 7.0 Phthaloyl groups (C 8 H 5 O 3 ; M r 149.1): typically 30.0 per cent to 36.0 per cent (anhydrous and acid-free substance). Dissolve 1.000 g in 50 ml
International J. of Healthcare and Biomedical Research, Volume: 04, Issue: 01, October 2015, Pages 17-25
 Original article: A Comparative evaluation of shear bond strengths of denture base to cross linked acrylic resin maxillary anterior teeth with and without retentive grooves - An invitro study Dr.D.Sudha
Original article: A Comparative evaluation of shear bond strengths of denture base to cross linked acrylic resin maxillary anterior teeth with and without retentive grooves - An invitro study Dr.D.Sudha
CHAPTER 3 PROPERTIES OF ROSELLE FIBER, SISAL FIBER AND POLYESTER RESIN
 37 CHAPTER 3 PROPERTIES OF ROSELLE FIBER, SISAL FIBER AND POLYESTER RESIN 3.1 INTRODUCTION The plant fiber composites have been used by the human race ever since the onset of civilization as a source of
37 CHAPTER 3 PROPERTIES OF ROSELLE FIBER, SISAL FIBER AND POLYESTER RESIN 3.1 INTRODUCTION The plant fiber composites have been used by the human race ever since the onset of civilization as a source of
Calcium-Based Stabilizer Induced Heave in Oklahoma Sulfate-Bearing Soils
 Calcium-Based Stabilizer Induced Heave in Oklahoma Sulfate-Bearing Soils ANNUAL REPORT FOR FY 2009 ODOT SPR ITEM NUMBER 2210 Submitted to: Ginger McGovern, P.E. Planning and Research Division Engineer
Calcium-Based Stabilizer Induced Heave in Oklahoma Sulfate-Bearing Soils ANNUAL REPORT FOR FY 2009 ODOT SPR ITEM NUMBER 2210 Submitted to: Ginger McGovern, P.E. Planning and Research Division Engineer
Global Standards Engineering Policy & Procedure
 Global Standards Engineering Policy & Procedure Revision History Number: G2-3 Section: G Subject: Liquid Penetrant Examination Procedure 1. SCOPE This procedure describes the technique, materials and acceptance
Global Standards Engineering Policy & Procedure Revision History Number: G2-3 Section: G Subject: Liquid Penetrant Examination Procedure 1. SCOPE This procedure describes the technique, materials and acceptance
Chemical Modification of Wood: A Journey from Analytical Technique to Commercial Reality
 Chemical Modification of Wood: A Journey from Analytical Technique to Commercial Reality Roger Rowell USDA, FS, Forest Products Laboratory and University of Wisconsin Madison, WI USA Outline Definitions
Chemical Modification of Wood: A Journey from Analytical Technique to Commercial Reality Roger Rowell USDA, FS, Forest Products Laboratory and University of Wisconsin Madison, WI USA Outline Definitions
MATERIAL SAFETY DATA SHEET (MSDS)
") MATERIAL SAFETY DATA SHEET (MSDS) HEALTH: 2 FLAMMABILITY: 1 REACTIVITY: 1 1. CHEMICAL PRODUCT AND COMPANY IDENTIFICATION Product Name: Trade Name, Codes Manufacturer name: Barnices para tinta de curado
MATERIAL SAFETY DATA SHEET (MSDS) HEALTH: 2 FLAMMABILITY: 1 REACTIVITY: 1 1. CHEMICAL PRODUCT AND COMPANY IDENTIFICATION Product Name: Trade Name, Codes Manufacturer name: Barnices para tinta de curado
COMMISSION DIRECTIVE 97/48/ EC. of 29 July 1997
 No L 222/ 10 r&ni Official Journal of the European Communities 12. 8. 97 COMMISSION DIRECTIVE 97/48/ EC of 29 July 1997 amending for the second time Council Directive 82/71 1/ EEC laying down the basic
No L 222/ 10 r&ni Official Journal of the European Communities 12. 8. 97 COMMISSION DIRECTIVE 97/48/ EC of 29 July 1997 amending for the second time Council Directive 82/71 1/ EEC laying down the basic
FROM SOLVENT TO AQUEOUS COATINGS. (Out of the Frying Pan...) Ralph E. Pondell. Coating Place, Inc. P.O. Box
 Ralph E. Pondell. Coating Place, Inc. P.O. Box") 84-1 FROM SOLVENT TO AQUEOUS COATINGS (Out of the Frying Pan...) Ralph E. Pondell Coating Place, Inc. P.O. Box 930310 Verona, WI 53593 A number of reasons exist for the current high level of interest in
84-1 FROM SOLVENT TO AQUEOUS COATINGS (Out of the Frying Pan...) Ralph E. Pondell Coating Place, Inc. P.O. Box 930310 Verona, WI 53593 A number of reasons exist for the current high level of interest in
Cold In-Place Recycling Forensic Study on U.S. Highway 34 Union County, Iowa
 Cold In-Place Recycling Forensic Study on U.S. Highway 34 Union County, Iowa Michael Heitzman Office of Materials Iowa Department of Transportation 800 Lincoln Way Ames, Iowa 50010 Michael.Heitzman@dot.iowa.gov
Cold In-Place Recycling Forensic Study on U.S. Highway 34 Union County, Iowa Michael Heitzman Office of Materials Iowa Department of Transportation 800 Lincoln Way Ames, Iowa 50010 Michael.Heitzman@dot.iowa.gov
22. The Fischer Esterification
 22. The Fischer Esterification A. Background Esters are an incredibly important functional group in organic chemistry. Esters are typically very pleasant smelling molecules and are therefore frequently
22. The Fischer Esterification A. Background Esters are an incredibly important functional group in organic chemistry. Esters are typically very pleasant smelling molecules and are therefore frequently
Abletherm 2600BT Page 1 of 5 March 25, 04 *** MATERIAL SAFETY DATA SHEET *** 1. CHEMICAL PRODUCT AND COMPANY IDENTIFICATION
 Abletherm 2600BT Page 1 of 5 1. CHEMICAL PRODUCT AND COMPANY IDENTIFICATION PRODUCT NAME... Abletherm 2600BT SYNONYM NAME(S)... Silver Filled Resin Ablestik Laboratories Subsidiary of National Starch and
Abletherm 2600BT Page 1 of 5 1. CHEMICAL PRODUCT AND COMPANY IDENTIFICATION PRODUCT NAME... Abletherm 2600BT SYNONYM NAME(S)... Silver Filled Resin Ablestik Laboratories Subsidiary of National Starch and
Advances in Papermaking Wet End Chemistry Application Technologies
 Advances in Papermaking Wet End Chemistry Application Technologies Table of Contents Chapter 1 - Overview 1-1 Advances in Equipment Imply New Opportunities 1-2 Definitions, including Application Technologies
Advances in Papermaking Wet End Chemistry Application Technologies Table of Contents Chapter 1 - Overview 1-1 Advances in Equipment Imply New Opportunities 1-2 Definitions, including Application Technologies
Molybdate activated peroxide delignification. Molybdate. Delignified Pulp. Pulp. Peroxomolybdate. Mo OH H 2 O. Mo O
 Molybdate activated peroxide delignification Delignified Pulp Pulp Peroxomolybdate Mo H Molybdate Mo H H 2 2 H 2 Reactions of molybdate-activated activated peroxide with pulp components Reaction with lignin
Molybdate activated peroxide delignification Delignified Pulp Pulp Peroxomolybdate Mo H Molybdate Mo H H 2 2 H 2 Reactions of molybdate-activated activated peroxide with pulp components Reaction with lignin
Influence of Fine Grinding on the Hydrolysis of Cellulosic Materials-Acid Vs. Enzymatic
 Influence of Fine Grinding on the Hydrolysis of Cellulosic Materials-Acid Vs. Enzymatic 4 MERRILL A. MILLETT, MARILYN J. EFFLAND, and DANIEL F. CAULFIELD Forest Products Laboratory 1, Forest Service, U.S.
Influence of Fine Grinding on the Hydrolysis of Cellulosic Materials-Acid Vs. Enzymatic 4 MERRILL A. MILLETT, MARILYN J. EFFLAND, and DANIEL F. CAULFIELD Forest Products Laboratory 1, Forest Service, U.S.
Enzymatic Strength Development in OCC. Rosy Covarrubias Product Development Manager September 24, 2007
 Enzymatic Strength Development in OCC Rosy Covarrubias Product Development Manager September 24, 2007 Agenda Introduction to Enzymes Enzymes in the Pulp and Paper Industry Fiber Modification Enzymes Strength
Enzymatic Strength Development in OCC Rosy Covarrubias Product Development Manager September 24, 2007 Agenda Introduction to Enzymes Enzymes in the Pulp and Paper Industry Fiber Modification Enzymes Strength
Solvents at Work. Exposure to solvents can have both short- and long-term health effects on workers.
 Solvents at Work Solvents are among the most commonly used chemicals in workplaces. Workers in different jobs regularly use solvents for degreasing, metal cleaning, adhesion and as paint thinners or lubricants.
Solvents at Work Solvents are among the most commonly used chemicals in workplaces. Workers in different jobs regularly use solvents for degreasing, metal cleaning, adhesion and as paint thinners or lubricants.
Properties of medium density fiberboards made from renewable biomass
 Bioresource Technology 98 (27) 177 184 Properties of medium density fiberboards made from renewable biomass X. Philip Ye a, *, James Julson b, Monlin Kuo c, Al Womac a, Deland Myers d a Dement of Biosystems
Bioresource Technology 98 (27) 177 184 Properties of medium density fiberboards made from renewable biomass X. Philip Ye a, *, James Julson b, Monlin Kuo c, Al Womac a, Deland Myers d a Dement of Biosystems
Studies on polysulphide pulping of Populus deltoides
 Journal of Scientific & Industrial Research Vol. 63, October 24, pp 82-825 Studies on polysulphide pulping of Populus deltoides Suhail Akhtar Rao and J S Upadhyaya* Department of Paper Technology, Indian
Journal of Scientific & Industrial Research Vol. 63, October 24, pp 82-825 Studies on polysulphide pulping of Populus deltoides Suhail Akhtar Rao and J S Upadhyaya* Department of Paper Technology, Indian
A Study on the Adhesion of the Composite Denture. Hiroshi KIMURA*, Takuji YAMAGUCHI*, Tetsuro SHIRAISHI*, Masakazu TSUBOKAWA*, Toshinori HIRAI*
 MEMOIRS OF THE FACULTY OF ENGINEERING FUKUI UNIVERSITY VOL.26 No.2 1978 291 A Study on the Adhesion of the Composite Denture Hiroshi KIMURA*, Takuji YAMAGUCHI*, Tetsuro SHIRAISHI*, Masakazu TSUBOKAWA*,
MEMOIRS OF THE FACULTY OF ENGINEERING FUKUI UNIVERSITY VOL.26 No.2 1978 291 A Study on the Adhesion of the Composite Denture Hiroshi KIMURA*, Takuji YAMAGUCHI*, Tetsuro SHIRAISHI*, Masakazu TSUBOKAWA*,
Managing Aerial Spray Drift. by Paul E. Sumner Extension Engineer
 Managing Aerial Spray Drift by Paul E. Sumner Extension Engineer 2 This guide discusses the conditions that cause particle drift and the methods aerial applicators may employ to reduced the drift potential
Managing Aerial Spray Drift by Paul E. Sumner Extension Engineer 2 This guide discusses the conditions that cause particle drift and the methods aerial applicators may employ to reduced the drift potential
Analysis of Radiator Coolant Mixture Using Ethylene Glycol and Di-Ethylene Glycol
 Analysis of Radiator Coolant Mixture Using Ethylene Glycol and Di-Ethylene Glycol K.Ramesh 1, R.Haridass 2, E.Vignesh 3, T.Rajeshkumar 4 Assistant Professor, Department of Mechanical Engineering, Karpagam
Analysis of Radiator Coolant Mixture Using Ethylene Glycol and Di-Ethylene Glycol K.Ramesh 1, R.Haridass 2, E.Vignesh 3, T.Rajeshkumar 4 Assistant Professor, Department of Mechanical Engineering, Karpagam
AK FIXATOR SYSTEM AK1
 AK FIXATOR DESCRIPTION AK FIXATOR SYSTEM AK1 UNISORB 'S Model AKII Agile Fixator Mount has been developed specifically to meet industry's demand for a cost effective, truly "agile," machinery installation
AK FIXATOR DESCRIPTION AK FIXATOR SYSTEM AK1 UNISORB 'S Model AKII Agile Fixator Mount has been developed specifically to meet industry's demand for a cost effective, truly "agile," machinery installation
PiS! * THE UNIVERSITY OF ILLINOIS *"%, LIBRARY
 PiS! * THE UNIVERSITY *"%, OF ILLINOIS LIBRARY?t Ji. WON CIRCULATING CHECK FOR UNBOUND CIRCULATING COPY UNIVERSITY OF ILLINOIS Agricultural Experiment Station BULLETIN No. 159 BALANCED VS. UNBALANCED
PiS! * THE UNIVERSITY *"%, OF ILLINOIS LIBRARY?t Ji. WON CIRCULATING CHECK FOR UNBOUND CIRCULATING COPY UNIVERSITY OF ILLINOIS Agricultural Experiment Station BULLETIN No. 159 BALANCED VS. UNBALANCED
Evaluating particle size of forages and TMRs using the Penn State Particle Size Separator
 College of Agricultural Sciences Cooperative Extension Evaluating particle size of forages and TMRs using the Penn State Particle Size Separator Jud Heinrichs Department of Dairy and Animal Science The
College of Agricultural Sciences Cooperative Extension Evaluating particle size of forages and TMRs using the Penn State Particle Size Separator Jud Heinrichs Department of Dairy and Animal Science The
THERMALLY OXIDIZED SOYA BEAN OIL
 THERMALLY OXIDIZED SOYA BEAN OIL Prepared at the 39th JECFA (1992), published in FNP 52 Add 1 (1992). Metals and arsenic specifications revised at the 55th JECFA (2000). An ADI of 0-3 mg/kg bw was established
THERMALLY OXIDIZED SOYA BEAN OIL Prepared at the 39th JECFA (1992), published in FNP 52 Add 1 (1992). Metals and arsenic specifications revised at the 55th JECFA (2000). An ADI of 0-3 mg/kg bw was established
MATERIAL SAFETY DATA SHEET (MSDS)
") MATERIAL SAFETY DATA SHEET (MSDS) HEALTH: 2 FLAMMABILITY: 1 REACTIVITY: 1 1. CHEMICAL PRODUCT AND COMPANY IDENTIFICATION Product Name: Trade Name: Codes and colours: Manufacturer name: Ultraviolet light
MATERIAL SAFETY DATA SHEET (MSDS) HEALTH: 2 FLAMMABILITY: 1 REACTIVITY: 1 1. CHEMICAL PRODUCT AND COMPANY IDENTIFICATION Product Name: Trade Name: Codes and colours: Manufacturer name: Ultraviolet light
Yonghwan(Mark) Jang (PhD student) Kaichang Li (Professor)
 Jang (PhD student) Kaichang Li (Professor)") Yonghwan(Mark) Jang (PhD student) Kaichang Li (Professor) Department of Wood Science and Engineering Oregon State University, Corvallis, OR 97331, USA The International Conference on Wood Adhesives, October
Yonghwan(Mark) Jang (PhD student) Kaichang Li (Professor) Department of Wood Science and Engineering Oregon State University, Corvallis, OR 97331, USA The International Conference on Wood Adhesives, October
Product Focus Customer Commitment Performance Flexibility
 NAXCAT Acid Catalysts Product Focus Customer Commitment Performance Flexibility The Industry Leader for the Dependable Quality Difference Cost Effective Solutions-When Quality Counts NEASE Co manufactures
NAXCAT Acid Catalysts Product Focus Customer Commitment Performance Flexibility The Industry Leader for the Dependable Quality Difference Cost Effective Solutions-When Quality Counts NEASE Co manufactures
Operative dentistry. Lec: 10. Zinc oxide eugenol (ZOE):
:") Operative dentistry Lec: 10 د.عبذالمنعم الخفاجي Zinc oxide eugenol (ZOE): There are 2 types: 1) Unreinforced ZOE (ordinary type): supplied as powder (zinc oxide + some additives like zinc acetate, white
Operative dentistry Lec: 10 د.عبذالمنعم الخفاجي Zinc oxide eugenol (ZOE): There are 2 types: 1) Unreinforced ZOE (ordinary type): supplied as powder (zinc oxide + some additives like zinc acetate, white
Purity Tests for Modified Starches
 Residue Monograph prepared by the meeting of the Joint FAO/WHO Expert Committee on Food Additives (JECFA), 82 nd meeting 2016 Purity Tests for Modified Starches This monograph was also published in: Compendium
Residue Monograph prepared by the meeting of the Joint FAO/WHO Expert Committee on Food Additives (JECFA), 82 nd meeting 2016 Purity Tests for Modified Starches This monograph was also published in: Compendium
SORPTION and SWELLING CHARACTERISTICS of SALT-TREATED WOOD
 U. S. FOREST SERVICE RESEARCH PAPER FPL 60 MAY 1966 U NITED STATES DEPARTMENT OF AGRICULTURE FOREST SERVICE F OREST PRODUCTS L ABORATORY MADISON. WISCONSIN SORPTION and SWELLING CHARACTERISTICS of SALT-TREATED
U. S. FOREST SERVICE RESEARCH PAPER FPL 60 MAY 1966 U NITED STATES DEPARTMENT OF AGRICULTURE FOREST SERVICE F OREST PRODUCTS L ABORATORY MADISON. WISCONSIN SORPTION and SWELLING CHARACTERISTICS of SALT-TREATED
SAFETY DATA SHEET According to regulation (EU) No. 453/2010 DATE
 No. 453/2010 DATE") SAFETY DATA SHEET According to regulation (EU) No. 453/2010 DATE 12-18-2017 1. PRODUCT AND COMPANY IDENTIFICATION Product Name: Brampton PRO-FIX Epoxy 5 & 10 Rapid Cure Product type: Epoxy Resin Restriction
SAFETY DATA SHEET According to regulation (EU) No. 453/2010 DATE 12-18-2017 1. PRODUCT AND COMPANY IDENTIFICATION Product Name: Brampton PRO-FIX Epoxy 5 & 10 Rapid Cure Product type: Epoxy Resin Restriction
FAO SPECIFICATIONS FAO PLANT PROTECTION PRODUCTS. BROMOPHOS 4-bromo-2,5-dichloropheny1 dimethy1 phosphorothioate
 AGP: CP/70 FAO SPECIFICATIONS FAO PLANT PROTECTION PRODUCTS BROMOPHOS 4-bromo-2,5-dichloropheny1 dimethy1 phosphorothioate FOOD AND AGRICULTURE ORGANIZATION OF THE UNITED NATIONS Rome, 1977 DISCLAIMER
AGP: CP/70 FAO SPECIFICATIONS FAO PLANT PROTECTION PRODUCTS BROMOPHOS 4-bromo-2,5-dichloropheny1 dimethy1 phosphorothioate FOOD AND AGRICULTURE ORGANIZATION OF THE UNITED NATIONS Rome, 1977 DISCLAIMER
Petrolatum. Stage 4, Revision 1. Petrolatum is a purified semi solid mixture of hydrocarbons obtained from petroleum.
 1 001-1208PDG.pdf Petrolatum Stage 4, Revision 1 Definition Petrolatum is a purified semi solid mixture of hydrocarbons obtained from petroleum. It may contain a suitable antioxidant. Description and Solubility
1 001-1208PDG.pdf Petrolatum Stage 4, Revision 1 Definition Petrolatum is a purified semi solid mixture of hydrocarbons obtained from petroleum. It may contain a suitable antioxidant. Description and Solubility
Material Safety Data Sheet Material Name: ALODINE T 5900 RTU ID:
 * * * Section 1 - Chemical Product and Company Identification * * * Product Trade Name ALODINE T 5900 RTU Manufacturer Information Henkel Surface Technologies Contact Phone: (248) 583-9300 Henkel Corporation
* * * Section 1 - Chemical Product and Company Identification * * * Product Trade Name ALODINE T 5900 RTU Manufacturer Information Henkel Surface Technologies Contact Phone: (248) 583-9300 Henkel Corporation
EFFECT OF NAPS WITH ANISOTROPIC ORIENTATION BETWEEN LAYERS ON MECHANICAL PROPERTIES OF WOVEN COMPOSITES
 THE 19 TH INTERNATIONAL CONFERENCE ON COMPOSITE MATERIALS EFFECT OF NAPS WITH ANISOTROPIC ORIENTATION BETWEEN LAYERS ON MECHANICAL PROPERTIES OF WOVEN COMPOSITES J. Hirai 1*, A. Ohtani 2, A. Nakai 2, H.
THE 19 TH INTERNATIONAL CONFERENCE ON COMPOSITE MATERIALS EFFECT OF NAPS WITH ANISOTROPIC ORIENTATION BETWEEN LAYERS ON MECHANICAL PROPERTIES OF WOVEN COMPOSITES J. Hirai 1*, A. Ohtani 2, A. Nakai 2, H.
ABLEBOND 8200C Adhesive Page 1 of 6 October 11, 04 *** MATERIAL SAFETY DATA SHEET *** 1. CHEMICAL PRODUCT AND COMPANY IDENTIFICATION
 ABLEBOND 8200C Adhesive Page 1 of 6 1. CHEMICAL PRODUCT AND COMPANY IDENTIFICATION PRODUCT NAME... ABLEBOND 8200C Adhesive SYNONYM NAME(S)... Modified Acrylate Resin Ablestik Laboratories Subsidiary of
ABLEBOND 8200C Adhesive Page 1 of 6 1. CHEMICAL PRODUCT AND COMPANY IDENTIFICATION PRODUCT NAME... ABLEBOND 8200C Adhesive SYNONYM NAME(S)... Modified Acrylate Resin Ablestik Laboratories Subsidiary of
Investigating Lipids
 Investigating Lipids In today s culture, there is a stigma associated with the word fat. While it is true that too much fat can lead to health problems, fats (or lipids) play very important roles in biology.
Investigating Lipids In today s culture, there is a stigma associated with the word fat. While it is true that too much fat can lead to health problems, fats (or lipids) play very important roles in biology.
CONSIDERATION OF ASPECT RATIO IN ULTIMATE FLEXURAL LOAD-CARRYING CAPACITY OF CFS REINFORCED RC BEAM
 - Technical Paper - CONSIDERATION OF ASPECT RATIO IN ULTIMATE FLEXURAL LOAD-CARRYING CAPACITY OF CFS REINFORCED RC BEAM Ming-Chien HSU *1, Tetsukazu KIDA *2, Tadashi ABE *2 and Yoshitaka OZAWA *3 ABSTRACT
- Technical Paper - CONSIDERATION OF ASPECT RATIO IN ULTIMATE FLEXURAL LOAD-CARRYING CAPACITY OF CFS REINFORCED RC BEAM Ming-Chien HSU *1, Tetsukazu KIDA *2, Tadashi ABE *2 and Yoshitaka OZAWA *3 ABSTRACT